Staff Service — Time-saving · Accurate · Efficient
Time-limited Offer, Timely Technical Support
Get PriceStaff Service
Intelligent & Safe, Efficient & Clean! Zenith Integrated Solution for Large-Scale Pulverized Coal Preparation System
2026-03-25 13:48:40 | Author: Zenith
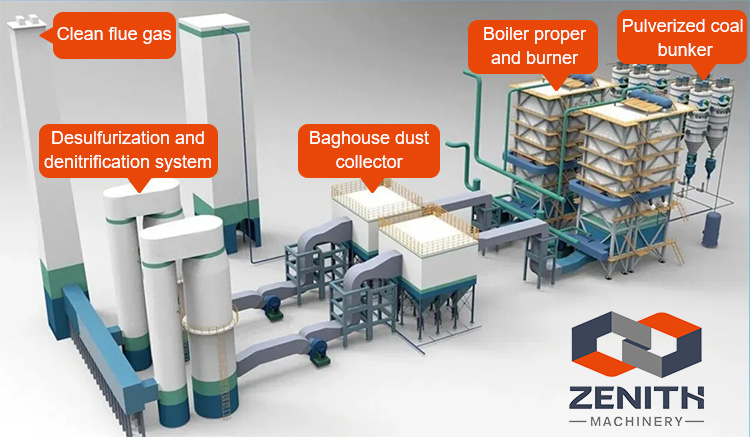
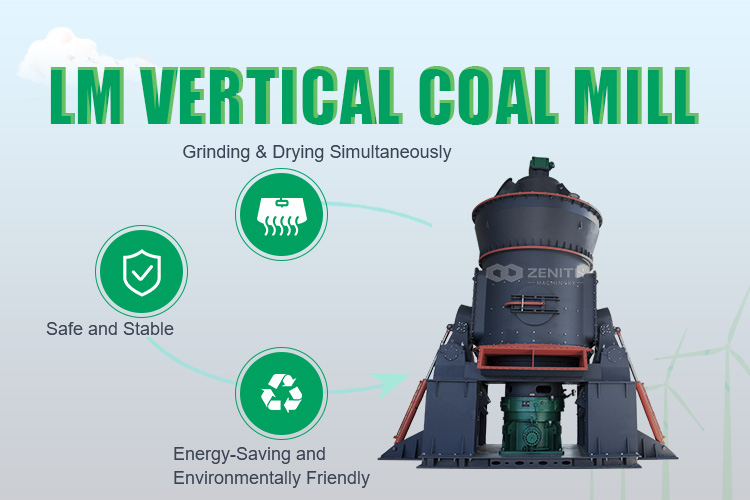
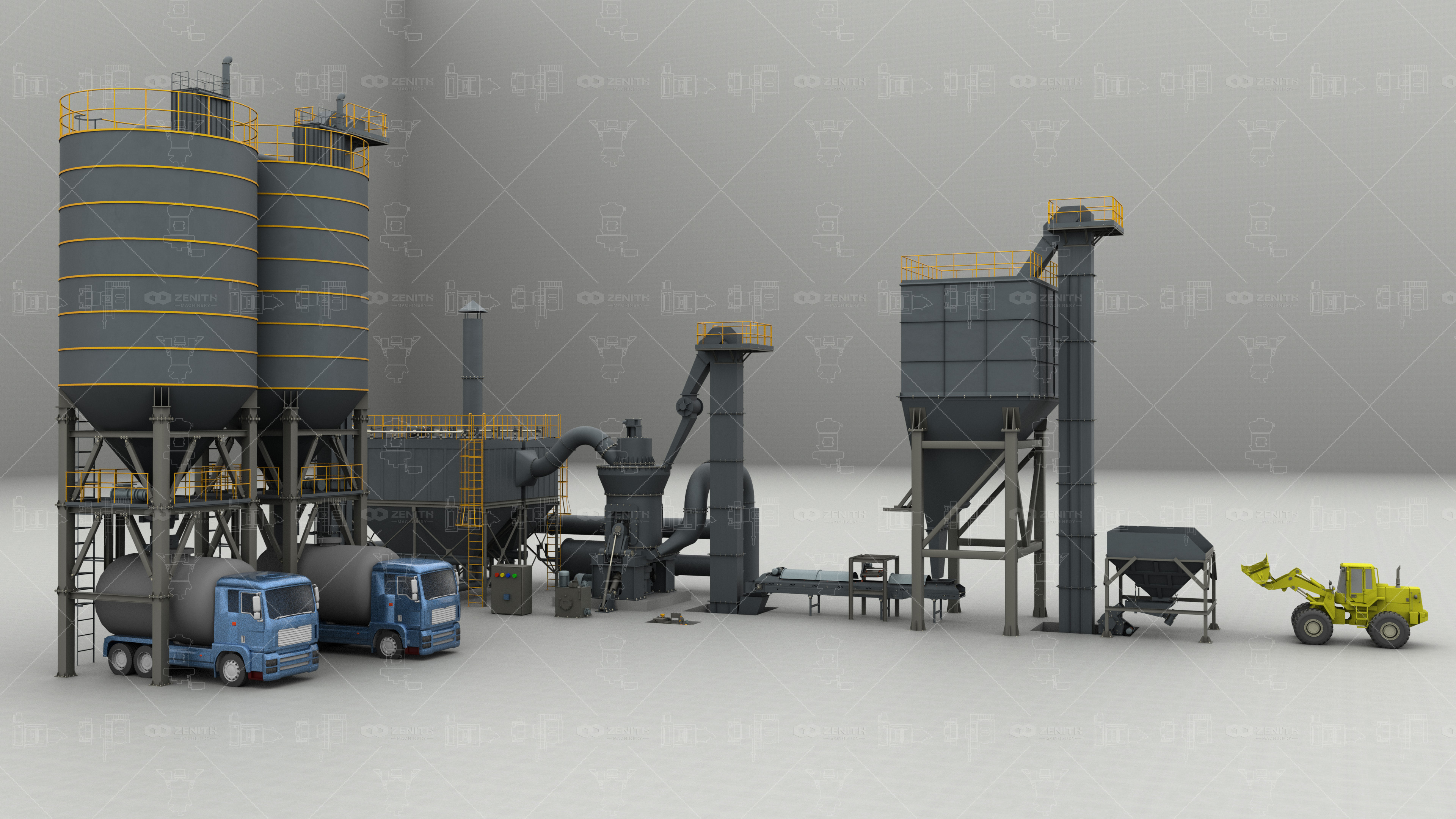
High-efficiency pulverized coal industrial boiler is a new type of modern coal-fired industrial boiler system centered on pulverized coal combustion technology. It integrates a number of advanced technologies, including centralized pulverized coal preparation, precise pulverized coal storage and supply, air-staged combustion, in-furnace desulfurization, volute boiler heat exchange, high-efficiency baghouse dust removal, flue gas desulfurization, and full-process automatic control. For the pulverized coal used in high-efficiency pulverized coal industrial boilers, in addition to ensuring that the volatile matter, sulfur content, ash content and finished product moisture of raw coal meet the standards, particle size control is an even more critical indicator. The fineness of finished pulverized coal is generally required to reach 200 mesh (0.074mm). The finer the pulverized coal particle size, the easier it is to ignite rapidly and burn out completely during combustion, which can significantly improve the boiler combustion efficiency. Therefore, to meet the stringent requirements of boilers on pulverized coal fineness, the process selection and equipment technical level of pulverized coal preparation are crucial. Zenith focuses on providing customers with integrated system solutions for large scale, high efficiency and clean pulverized coal preparation. The system is compatible with a variety of coal types, including anthracite, bituminous coal and lignite. Backed by mature process design and core equipment configuration, it ensures uniform particle size and complete combustion of finished pulverized coal. Safe, stable and environmentally compliant, the complete system features high productivity and low energy consumption. It has been widely applied in various industrial scenarios, continuously creating stable value for customers. A company’s steam system has high requirements for both fineness and quality of fuel pulverized coal. To ensure a steady supply of high quality pulverized coal with high combustion efficiency and clean emissions, the company finally adopted Zenith’s one step clean pulverized coal preparation EPC general contracting solution. The project is equipped with Zenith LM vertical coal mill. After grinding, it can produce high quality pulverized coal with uniform fineness and sufficient combustion. This effectively reduces fuel costs, upholds the concept of green production, and significantly cuts pollutant emissions. The project results have been highly recognized by the customer. With nearly 40 years of experience in R&D and manufacturing of grinding equipment, Zenith’s LM Vertical Roller Mill Pulverized Coal Preparation System adopts innovative processes, integrating crushing, grinding, drying and classifying functions. It realizes efficient, safe and green production throughout the whole process from raw material feeding to finished product output. The system is innovatively equipped with a five-level safety and explosion-proof system, establishing a full-coverage, full-process and source-controllable fireproof and explosion-proof monitoring network, which provides comprehensive and reliable protection for the long-term stable and safe operation of the system. Raw Material Pretreatment Raw coal is screened from the raw coal storage yard, then conveyed by belt conveyor or bucket elevator into the raw coal bunker for storage. Vertical Coal Mill Grinding Driven by a hot blast stove, the coal undergoes integrated drying, grinding and classification inside the LM vertical roller mill, with precise fineness control. Safety Prevention & Control Nitrogen protection + equipment explosion venting devices + intelligent CO₂ fire suppression + CO-O₂ online monitoring system. Finished Product Storage Pulverized coal is collected by an explosion-proof air-box pulse dust collector, then pneumatically conveyed into the coal powder silo. Against the backdrop of increasingly stringent environmental policies and continuous upgrading of clean energy technologies, the value of Zenith’s clean pulverized coal preparation system has become increasingly prominent, providing strong support for the low-carbon and intelligent transformation of the industrial sector. Looking ahead, efficient and clean complete sets of pulverized coal preparation equipment will be widely adopted in more industrial scenarios. With more economical and practical solutions, it will help global industries reduce carbon emissions and drive the efficient utilization of coal resources into a new stage of safe, intelligent, green and high-efficiency development.